

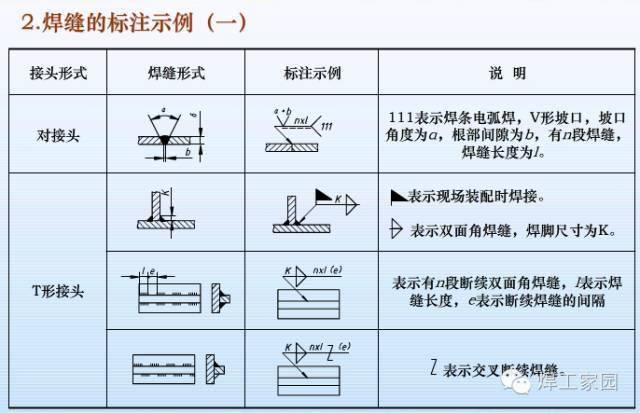
學海無涯苦做舟講師:大丁課時:60分鐘目的:使學員初步了解焊接標注的符號所代表的意義并能夠通過檢測對焊縫質量做出判斷學海無涯苦做舟一、焊接符號一、焊接符號二、焊接符號的標注二、焊接符號的標注三、焊縫質量檢驗的要求和分類三、焊縫質量檢驗的要求和分類四、焊縫接頭無損檢驗方法四、焊縫接頭無損檢驗方法五、焊縫接頭的破壞性檢驗五、焊縫接頭的破壞性檢驗焊接標注焊縫學海無涯苦做舟焊接符號標注的實例列舉焊接符號標注的實例列舉((22))表示角焊縫,焊角高度表示角焊縫,焊角高度,焊縫長度為焊接符號標注及表示方法,焊縫長度為,使用焊接方法為,使用焊接方法為氣體保護焊氣體保護焊,,相同相同焊縫數量為兩條,焊縫數量為兩條,((1010))表示表示VV形焊縫,焊縫有效深度形焊縫,焊縫有效深度,焊縫段數,焊縫段數為為33段,焊縫長度段,焊縫長度,每段間距,每段間距,使用,使用焊接方法為手工電弧焊焊接方法為手工電弧焊鍋爐的焊接學海無涯苦做舟一一焊接符號焊接符號根據根據GB//T324標準規定,焊接符號一般由基標準規定,焊接符號一般由基本符號、指引線和焊接方法代號組成本符號、指引線和焊接方法代號組成,,必要必要時可加上輔助符號、補充符號和焊接尺寸符時可加上輔助符號、補充符號和焊接尺寸符11、基本符號、基本符號22、焊接方法代號、焊接方法代號33、輔助符號、輔助符號44、補充符號、補充符號55、焊接尺寸符號、焊接尺寸符號學海無涯苦做舟1.11.1基本符號是表示焊縫橫截面的形狀符號,見表:基本符號是表示焊縫橫截面的形狀符號,見表:一一焊接符號焊接符號帶鈍邊單邊V形焊縫單邊V形焊縫V形焊縫形焊縫卷邊焊縫名稱符號示意圖序號學海無涯苦做舟代號代號焊接方法焊接方法代號代號焊接方法焊接方法11電弧焊電弧焊33氣焊氣焊氣體保護焊氣體保護焊2121電阻點焊電阻點焊鎢極惰性氣體保護焊鎢極惰性氣體保護焊熔化極氣體保護焊熔化極氣體保護焊一一焊接符號焊接符號1.21.2焊接方法代號標注在尾部符號的后面,見表:學海無涯苦做舟1.31.3輔助符號是表示焊縫表面的形狀符號,見表:輔助符號是表示焊縫表面的形狀符號,見表:序號名稱示意圖符號說明平面符號焊縫表面平齊(一般通過加凹面符號焊縫表面凹陷凸面符號焊縫表面凸起一一焊接符號焊接符號學海無涯苦做舟1.41.4補充符號是為了補充說明某些特征而采用的符號,見表:補充符號是為了補充說明某些特征而采用的符號焊接符號標注及表示方法,見表:序號名稱示意圖符號尾部符號一一焊接符號焊接符號學海無涯苦做舟1.51.5焊接尺寸符號是表示坡口和焊縫各特征尺寸的符號,見表:焊接尺寸符號是表示坡口和焊縫各特征尺寸的符號,見表:符號名稱示意圖符號名稱示意圖焊縫間距坡口角度焊角高度焊縫長度焊縫有效深度焊縫寬度焊縫段數一一焊接符號焊接符號焊接符號的標注焊接符號的標注一、焊接符號標注的基本形式一、焊接符號標注的基本形式二、焊接符號標注的原則二、焊接符號標注的原則學海無涯苦做舟2.12.1焊接符號標注的基本形式焊接符號標注的基本形式焊接符號標注的基本形式為焊接符號加指引線,其中指引線由一條箭頭焊接符號標注的基本形式為焊接符號加指引線,其中指引線由一條箭頭線和兩條基準線組成,如圖線和兩條基準線組成,如圖11所示。

在標注箭頭側焊縫時所示。在標注箭頭側焊縫時,,焊接符號應標注焊接符號應標注在基準線的實線側在基準線的實線側,,相反則標注在虛線側。相反則標注在虛線側。22非箭頭側非箭頭側焊接符號的標注焊接符號的標注箭頭側箭頭側學海無涯苦做舟2.22.2焊接符號的標注原則焊接符號的標注原則焊接符號的標注焊接符號的標注1.焊縫截面尺寸標注在基本符號左側。焊縫截面尺寸標注在基本符號左側。2.焊縫長度參數標注在基本符號的右側。焊縫長度參數標注在基本符號的右側。3.坡口角度標在基本符號的上側或下側。坡口角度標在基本符號的上側或下側。4.方法代號及相同焊縫的數量標在尾部。方法代號及相同焊縫的數量標在尾部。(基本符號)(基本符號)nnLL((ee)kk(基本符號)(基本符號)nnLL((ee)方法代號(方法代號(NN))αα(坡口角度)(坡口角度)學海無涯苦做舟三三焊縫質量檢驗的要求和分類焊縫質量檢驗的要求和分類一、焊前檢驗一、焊前檢驗二、焊中檢驗二、焊中檢驗三、成品檢驗三、成品檢驗四、焊縫檢驗方法的分類四、焊縫檢驗方法的分類按檢驗的時間段分類檢驗方法分類學海無涯苦做舟三三焊縫質量檢驗的要求和分類焊縫質量檢驗的要求和分類檢驗時間段所需檢驗的資料3.13.1焊前檢驗焊前檢驗檢驗技術文件、產品圖樣、工藝規程、焊接材料和母材的質量、毛坯裝配和坡口準備質量、焊接工藝評定,焊接設備等3.23.2焊接生產焊接生產中的檢驗中的檢驗焊接設備運行情況、焊接工藝規范和規程執行情況的檢驗等3.33.3成品檢驗成品檢驗將焊縫清理干凈,對成品進行檢驗學海無涯苦做舟3.43.4焊縫的檢驗方法分類焊縫的檢驗方法分類無損無損檢驗檢驗外觀檢驗外觀檢驗密封性檢驗密封性檢驗氣封性檢驗氣封性檢驗無損探傷無損探傷滲透探傷滲透探傷超聲波探傷超聲波探傷射線探傷射線探傷磁粉探傷磁粉探傷ΓΓ射線射線XX射線射線高能射線高能射線破壞破壞性檢驗性檢驗拉伸試驗拉伸試驗化學分析化學分析力學性能試驗力學性能試驗化學分析試驗化學分析試驗金相試驗金相試驗焊接性試驗焊接性試驗彎曲試驗彎曲試驗硬度試驗硬度試驗沖擊試驗沖擊試驗疲勞試驗疲勞試驗其它其它腐蝕試驗腐蝕試驗含氫量測定含氫量測定宏觀組織宏觀組織微觀組織微觀組織三三焊縫質量檢驗的要求和分類焊縫質量檢驗的要求和分類學海無涯苦做舟四四焊縫接頭的無損檢驗方法焊縫接頭的無損檢驗方法一、外觀檢驗一、外觀檢驗二、滲透探傷二、滲透探傷三、磁粉探傷三、磁粉探傷四、射線探傷四、射線探傷五、超聲波探傷五、超聲波探傷學海無涯苦做舟四四焊縫接頭的無損檢驗方法焊縫接頭的無損檢驗方法序號檢測方法原理應用備注外觀檢查用肉眼或借助于樣板、量具或用低倍放大鏡觀察焊檢驗焊縫成形、焊縫外形尺寸及焊件表面缺陷。

我公司所有焊接件均進行外觀檢查滲透探傷采用帶有螢光染料(熒光法)或紅色染料(著色法)的滲透試劑的滲透作用,顯示缺陷痕跡的無損檢驗方法。一般可發現深度0.03—0.04mm、 寬度0.01mm以上的表面缺陷。 磁粉探傷利用在強磁場中,鐵磁性 材料表層缺陷產生的漏磁 場吸附磁粉的現象而進行 的無損檢驗法。 能很好地發現表面裂紋、一定 深度和一定大小的未焊透,但 難以發現氣孔、夾渣和隱藏較 深處的缺陷。 射線探傷采用X射線或γ射線照射焊 接接頭檢查內部缺陷的無 損檢驗法。 能準確、可靠、非破壞性地顯 示缺陷的形狀、位置和大小。 超聲波探傷利用超聲波探測材料的內 部缺陷的無損檢測方法。 對檢查裂紋等平面缺陷,靈敏度較高, 又具有操作靈活方便,成本低,效率 高。對人體無害等特點。 學海無涯苦做舟五五 焊縫接頭的破壞性檢驗 焊縫接頭的破壞性檢驗 一、焊縫接頭的金相檢驗 一、焊縫接頭的金相檢驗 二、力學性能檢驗 二、力學性能檢驗 三、腐蝕試驗 三、腐蝕試驗 四、焊接性試驗 四、焊接性試驗 學海無涯苦做舟五五 焊縫接頭的破壞性檢驗 焊縫接頭的破壞性檢驗 序號 破壞性檢測方法 說明 備注 焊接接頭的金相檢驗焊接接頭的金相檢驗 金相檢驗是用來檢查焊 接接頭及母材金屬的金 相組織以確定其內部缺 陷的檢驗方法。
1、宏觀檢驗 2、微觀檢驗 力學性能試驗力學性能試驗 力學性能試驗是指對焊 接試板進行拉伸、彎曲、 沖擊、硬度和疲勞等試 驗以檢驗焊接接頭。 1、拉伸試驗 2、沖擊試驗 3、彎曲試驗 壓扁試驗5、硬度試驗 學海無涯苦做舟課程回顧 焊接 符號 焊縫 焊接符號焊接符號的標注 焊縫質量檢驗的方法和分類 焊縫接頭無損檢驗方法 焊縫接頭的破壞性檢驗 學海無涯苦做舟謝謝
